Q:How steel plate correction work in a CNC cutting machine?
A:Operation of steel plate correction
Take the SteelTailor plasma CNC cutting machine as an example to demonstrate how to implement the steel plate correction.
Read more ... Add new comment
A:When the CNC cutting machine is used for cutting the steel plate, especially the thick or large steel plate, it is difficult that the steel plate and CNC cutting machine keep parallel, resulting in the cutting failure or serious steel waste. The correction of steel plate means that the controller automatically rotates the input cutting graph after obtaining the angle of steel plate to adapt to the offset angle of steel plate.
Q) When cutting a 12 mm plate with a PMX 105 the plate gets lot of taper, how can we reduce and improve CNC cutting machine cutting quality.
A)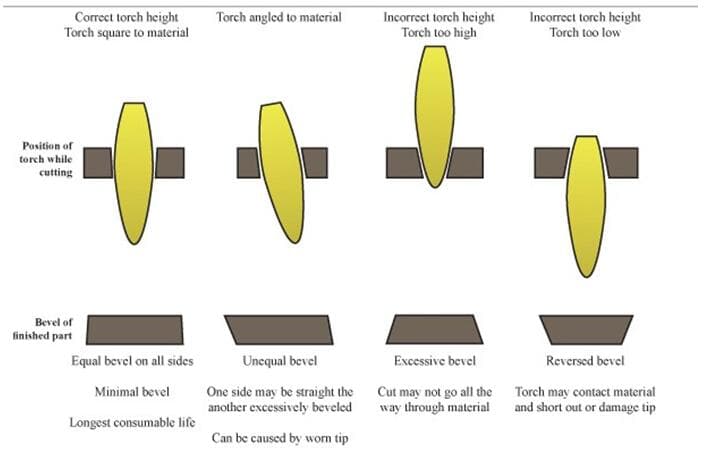
Q:The effective cutting range of Power/Valiant 2.0 portable CNC cutting machine is 3m ,How can I extend the effective cutting range?
A:If you need to extend the effective cutting range of Power/Valiant 2.0 portable CNC cutting machine. You should order an 6 m frame rail.
Q) When we are using plasma cutting the edge of the cutting is not good, may ways to improve the quality?
A) The plasma cutting quality depend up on many things, the torch parts, air quality, cutting speed, plasma current. The main external factor is the air quality. If the air you supply for plasma has oil or water in it will cause the cutting quality and cause reduction in torch consumables life, It is better to have a dust, oil, water filter to be fix in the gas inlet for plasma so that the air quality improves.
Q) Do you have a cutting parameter table for flame cutting operation?
A) Yes, you can refer the installation manual last section for details for cutting parameter for flame cutting. If you need more details please contact our technical support team. The preheat time and the pierce time is not given in the table because it depend up on you local environment and the cutting gas quality. This setting the operator should judge and set by himself.
Q: We programs the speed to 1200 or any value above 900 and the machine runs with 900 . With lower speeds it´s ok
A: This could be caused by any one of the below issues.
(1) Please set the Speed parameter with a higher speed, if in your controller it is set “900”you cannot set a cutting speed above 900mm/min in the AUTO mode.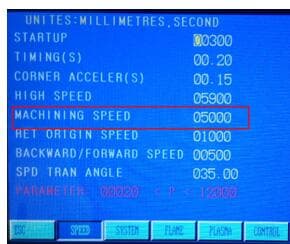
(2) If in your NC program if you set speed in the nesting software as 900 you cannot set a speed above 900mm/min in AUTO mode. Either set the correct speed in the NC program or don’t set any speed in the nesting software then the controller will take the speed set in the controller.
You can DELETE the code “F900”in you NC program to remove the speed setting in the NC code.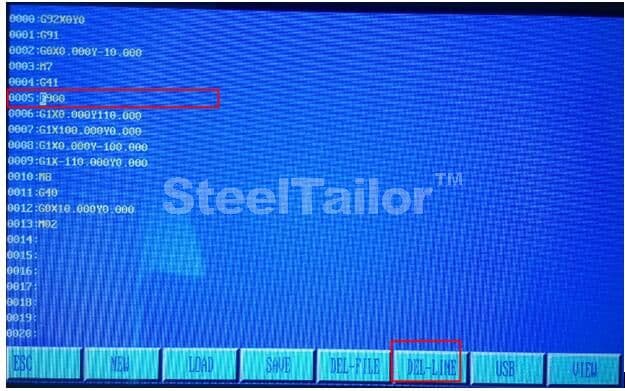
Thank you for your support to steeltailor, there are eight parameters with THC, you don’t need to change most of them when you cut different thickness plate, maybe you need to adjust A and b, A is the arc voltage, some user manual of plasma gives the arc voltage according to the thickness of plate, see the chart below, it is from powermax45, it tell you the voltage, so you can set, but some doesn’t give you the voltage, only give you the torch-to-work distance, this time you need to test the proper A value, different A value refers to different distance, it changes with the plasma, you need to find out the proper value, it is not hard; b value refers to the initial pierce height, but it is not initial pierce height, the default value of b is 9, refers to about 4mm, if you want to increase the height, you increase b, test and find the proper value. We suggest you don’t change other parameters.
![]()
Call. +86-10-51662600
Email. info@steeltailor.com
Cannes Industrial Park, No.18 Shuang Qiao Dong Lu, Chao Yang District
Beijing ,China. 100121